When discussing R&D workflows with engineers, no matter the industry, tensile testing comes up repeatedly as a bottleneck. While a single tensile sample might be quick to pull, it’s rare that anyone’s doing just one. Account for all the time needed to carefully machine samples, setup equipment and accommodate laboratory scheduling, testing timelines can add up quickly. If work is outsourced, as it often is, this can balloon R&D project timelines by weeks. For teams running comprehensive material characterisation at scale, this is one of the biggest constraints on innovation pace, with knock-on effects that travel well beyond the testing schedule itself.
The reasons are well understood by anyone running these programmes. Tensile specimens have to be machined to standard dimensions, the test itself must be carefully executed, and the data requires proper analysis. None of those steps are wasted: that technical rigour is why tensile data is benchmarked as the industry standard.
However, machining lead times, queue times, monitored runs, and time-intensive re-testing cycles can absorb weeks, severely delaying project timelines. This is the real time sink for large-scale R&D characterisation programmes.
The real cost of tensile testing
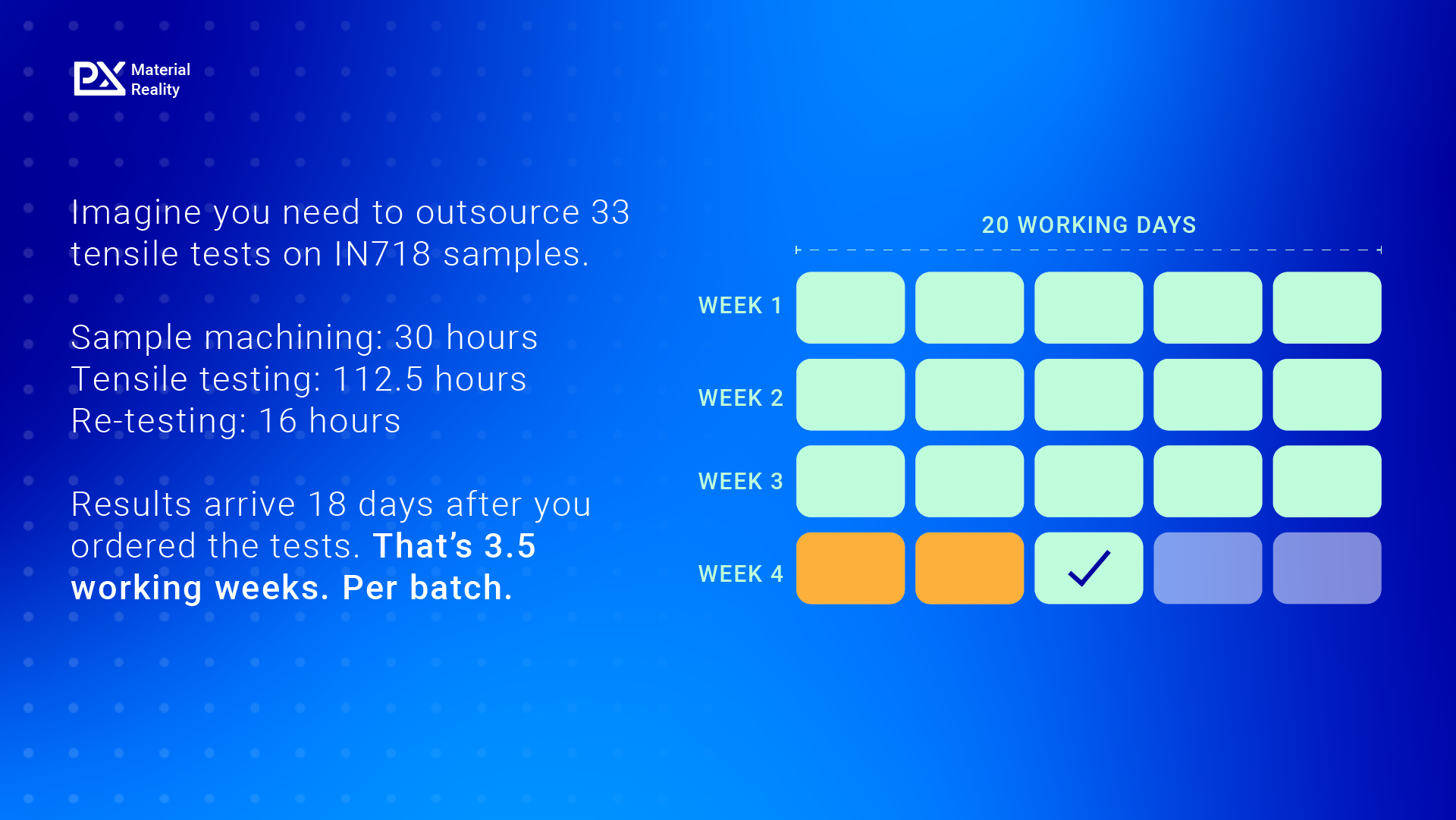
A common scenario plays out something like this. A team is running a build qualification programme for an additively manufactured Inconel 718 structural part. The plan calls for 33 tensile tests to characterise the build before sign-off. The expectation in the room is that the data will be back in a little over a week.
The samples are sent out for machining, which takes around 30 hours of vendor work. Once the specimens are ready, testing begins. This accounts for around 112.5 hours of additional vendor work, with each specimen run individually so results can be closely monitored. When something goes off, be it a slipped grip, an outlier, or a bad pull, the affected samples loop back through the queue. By the time results land in the team's inbox, 17.8 working days have passed, 142.5 hours of vendor effort have been consumed, and the build programme is roughly two weeks behind schedule.
This pattern repeats across industries and across alloy systems. Welding qualification programmes, heat treatment scoping studies, alloy development sweeps: any R&D programme that requires comprehensive tensile characterisation, especially if it’s outsourced, runs into the same calendar arithmetic. At the scale modern R&D programmes increasingly operate, the testing schedule itself becomes the binding constraint on how quickly a project can move.
The consequences travel well beyond the testing schedule itself. When iteration slows, material selections get committed to before the full data is in, qualifications for new alloys, builds, or welding procedures can stretch from months into quarters, and R&D programmes that should iterate weekly find themselves iterating monthly instead. What this really costs teams is the rate at which engineering knowledge can be generated and applied across a programme.
Tensile testing, a tried and tested method
Despite these limitations, tensile testing remains the gold standard of mechanical characterisation for good reason. With well over a century of refinement behind it and standardised methods recognised across industries (ASTM E8 / E8M, ASTM E21 for elevated temperature, BS EN ISO 6892), the technique delivers data that materially impacts the design of nearly every mechanical part, from aircraft engines to bicycle rims.
That established status carries weight. Everything from qualification pathways to material databases are anchored on tensile information. Engineers know how to interpret tensile results and design teams know how to use them: that familiarity is part of the value. It’s this data that people expect to see, which is why tensile testing will remain a key facet of engineering workflows, despite the time sink.
A new approach, designed for efficiency
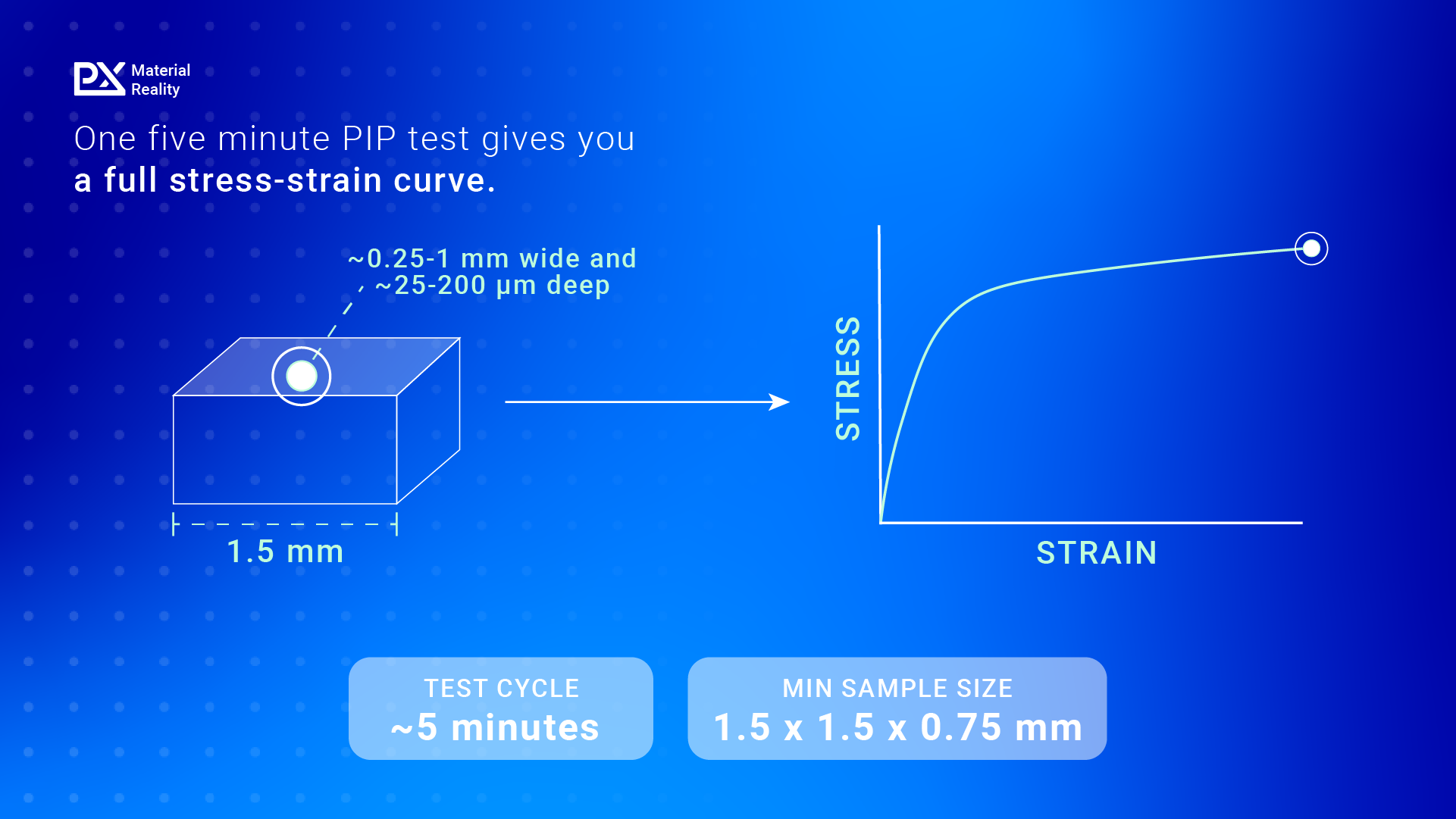
Profilometry-based Indentation Plastometry (PIP), formalised in ASTM E3499-25, was developed specifically to address the gap between what tensile testing can deliver and what modern R&D programmes increasingly demand. The method uses a spherical indenter and inverse finite element analysis to extract tensile-equivalent stress-strain curves from small, indented volumes, returning yield strength, UTS, and full work-hardening behaviour from a measurement that takes minutes rather than hours.
What stands out to R&D teams is the speed of sample preparation and testing. A PIP test takes around five minutes, requires only a small indent on a locally flat surface, and can often be performed directly on samples as small as 1.5 x 1.5 x 0.75 mm (0.06 x 0.06 x 0.03 inches). This sample volume is orders of magnitude smaller than a standard ASTM-E8 tensile coupon.
For large R&D programmes, this opens up testing patterns that weren't previously practical:
- Sweep dozens of process or composition variations in a week, not months
- Iterate without exhausting the material budget
- Down-select parameters before committing to costly tensile validation
PIP results have been benchmarked against tensile data extensively. NASA's recent study on laser powder bed fusion HR-1 found PIP-derived yield strength within 2.6% of NASA's tensile measurements, and UTS within 0.4%. PIP delivers defensible mechanical property data at a fundamentally different rate from tensile testing.
That's what throughput-friendly characterisation enables for an R&D programme: tensile-equivalent data at a cadence that matches the pace of engineering teams.
Pairing PIP and tensile in practice
In one recent case study involving both PIP and tensile, an engineering team was running additively manufactured builds in AlSi10Mg on a laser powder bed fusion printer, with two lasers operating per build. They needed to characterise mechanical properties across multiple builds and between lasers within each build as part of an ongoing quality control programme.
Conventional tensile testing wasn't a realistic option. The witness samples were 15 mm density cubes, far too small to machine into E8 specimens, and producing larger samples for tensile would have meant changing the build plan and adding weeks of machining time per build before any mechanical data could be gathered.
PIP was applied directly to the existing density cubes. Each measurement took approximately five minutes, with the only preparation being a P1200 grind on the test face. Six samples spanning three builds and two lasers were characterised in less time than it would have taken to send a single batch of samples out for tensile machining. The QC programme gained mechanical property data without adding to its calendar, without consuming part material, and without requiring additional specimen production.
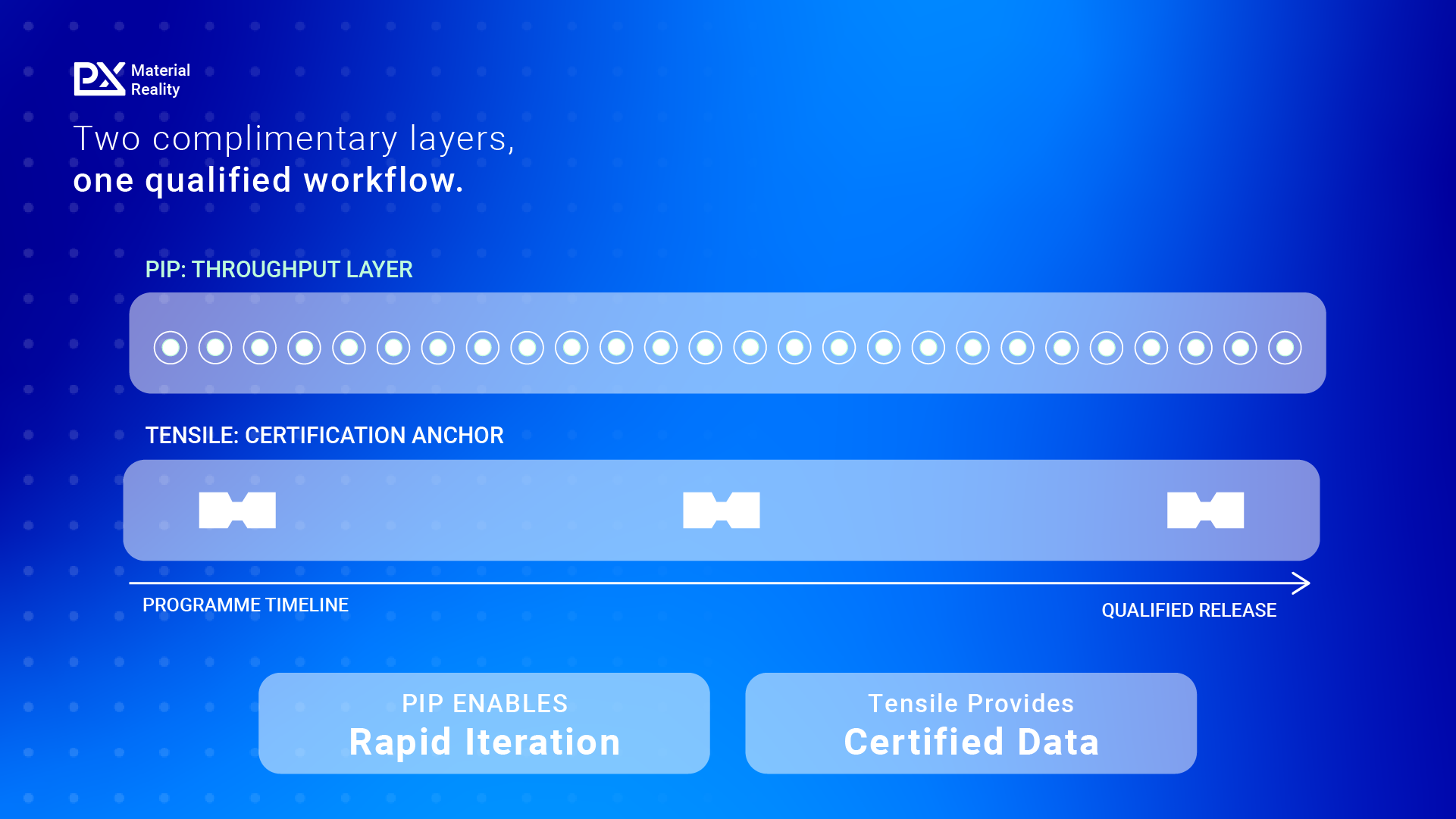
Used together, tensile and PIP let engineering teams move at the pace R&D programmes actually require, without sacrificing the certified data the final part needs to be released against.
Faster data for rapid innovation
Tensile testing isn’t going anywhere. The engineering teams we speak with are looking for methods that add capabilities tensile testing can't deliver on its own. PIP testing provides a significantly faster path to yield and tensile strength data, both because the test cycle itself is shorter, and because PIP doesn't require separate specimen machining.
For R&D programmes feeling the time sink most acutely, the practical question has shifted. Rather than asking whether tensile testing is the right method, engineering teams are asking how to keep mechanical data flowing fast enough to support real iteration without losing the certified baseline at the end.
Within these organisations, tensile remains the anchor, while PIP becomes the throughput layer. The pace of materials development depends on rapid, reliable iterative testing, and the credibility of the final part depends on trusted, certified data. The R&D programmes designing for both are deploying tensile and PIP as the two complementary layers of a single workflow, delivering the data engineering teams need at the speed innovation demands.

