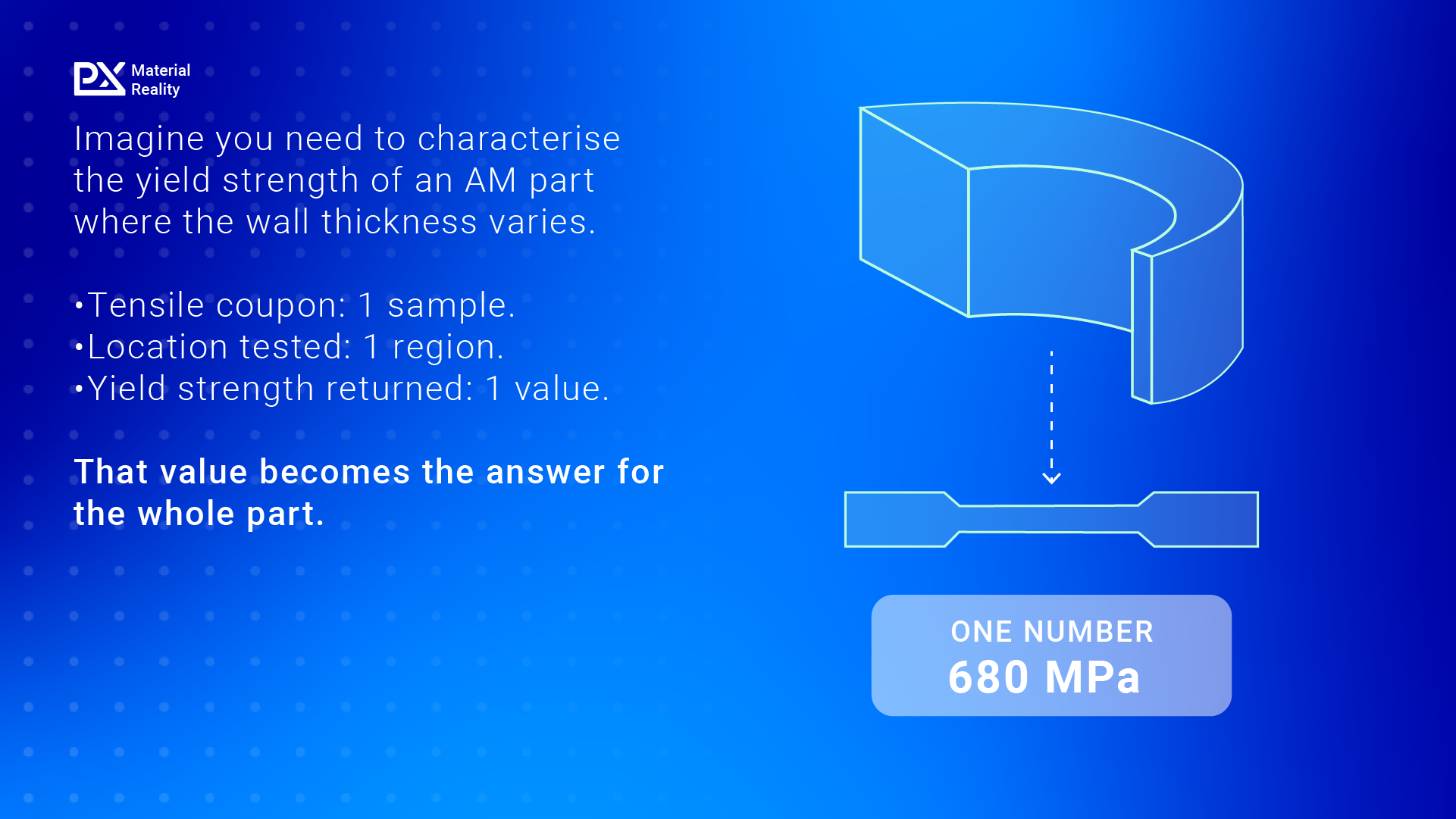
Most mechanical testing data lands in a design framework as a single a single yield strength and ultimate tensile strength number. Those numbers are then applied to an entire part, regardless of how similar the part geometry is to the tensile specimen that was used to generate the data.
For many conventionally manufactured components, the assumption of homogeneity mostly holds. For additively manufactured parts, it doesn’t. AM components are built layer by layer with thermal histories that change across the part itself, and the mechanical properties travel with that thermal history. Strength varies between thin walls and thick sections, through transitions, and along build directions.
This is the property mapping problem, and a recent case study from NASA illustrates how much information can be hidden when engineering teams rely on bulk averages alone.
Why tensile results don’t always represent the part
Tensile testing is the established route to defensible mechanical property data, and it earned that position by delivering reliable, traceable, standardised results. When components are uniform — such as wrought bar, plate, and sheet — or where one specimen can fairly stand in for the rest of the material, tensile testing remains the gold standard. However, gaps emerge as soon as parts aren’t uniform.
Additively manufactured parts are the clearest example of this issue. Local cooling rates, build orientation, scan strategy, and wall thickness combine to produce microstructures that can be position-dependent. A single test coupon describes properties from one location of the part, often a location chosen for ease of machining rather than relevance to performance.
The geometric constraint compounds the issue. A tensile coupon requires a continuous gauge length, machined to standard, with a defined volume of bulk material to work from. Mapping properties across a complex part using tensile testing alone would mean dozens of coupons cut from a sacrificial copy of the part, each representing a different machining operation and a different test cycle. For most production parts, particularly small AM components, that approach isn’t practical. The features engineering teams most want to understand, such as thin walls, transition regions, and areas with localised thermal history, are precisely the features tensile specimens can’t be extracted from without either destroying the part or sampling material that no longer reflects the local condition.
Engineering teams know property variation exists, but quantifying it across a real part has been the challenge.
A case in point: the NASA HR-1 C-ring
A recent NASA case study illustrates exactly how much information tensile testing can leave on the table.
The component tested was an additively manufactured C-ring made from HR-1, an iron-nickel superalloy NASA developed for hydrogen-rich propulsion environments where resistance to hydrogen embrittlement is critical. The C-ring was produced by laser powder bed fusion (LPBF), and its wall thickness varied continuously around the geometry, from roughly 10 mm to 50 mm. That kind of geometry is the natural place to expect local thermal history, and therefore local mechanical performance, to change across the part.
The question NASA wanted to answer was straightforward. How much did the properties actually change across the part, and where?
The answer to this question couldn’t be uncovered with tensile testing. Tensile coupons machined from the C-ring would have averaged across the very variation NASA was trying to characterise, and there wasn’t enough material in the thinner sections to extract representative specimens.
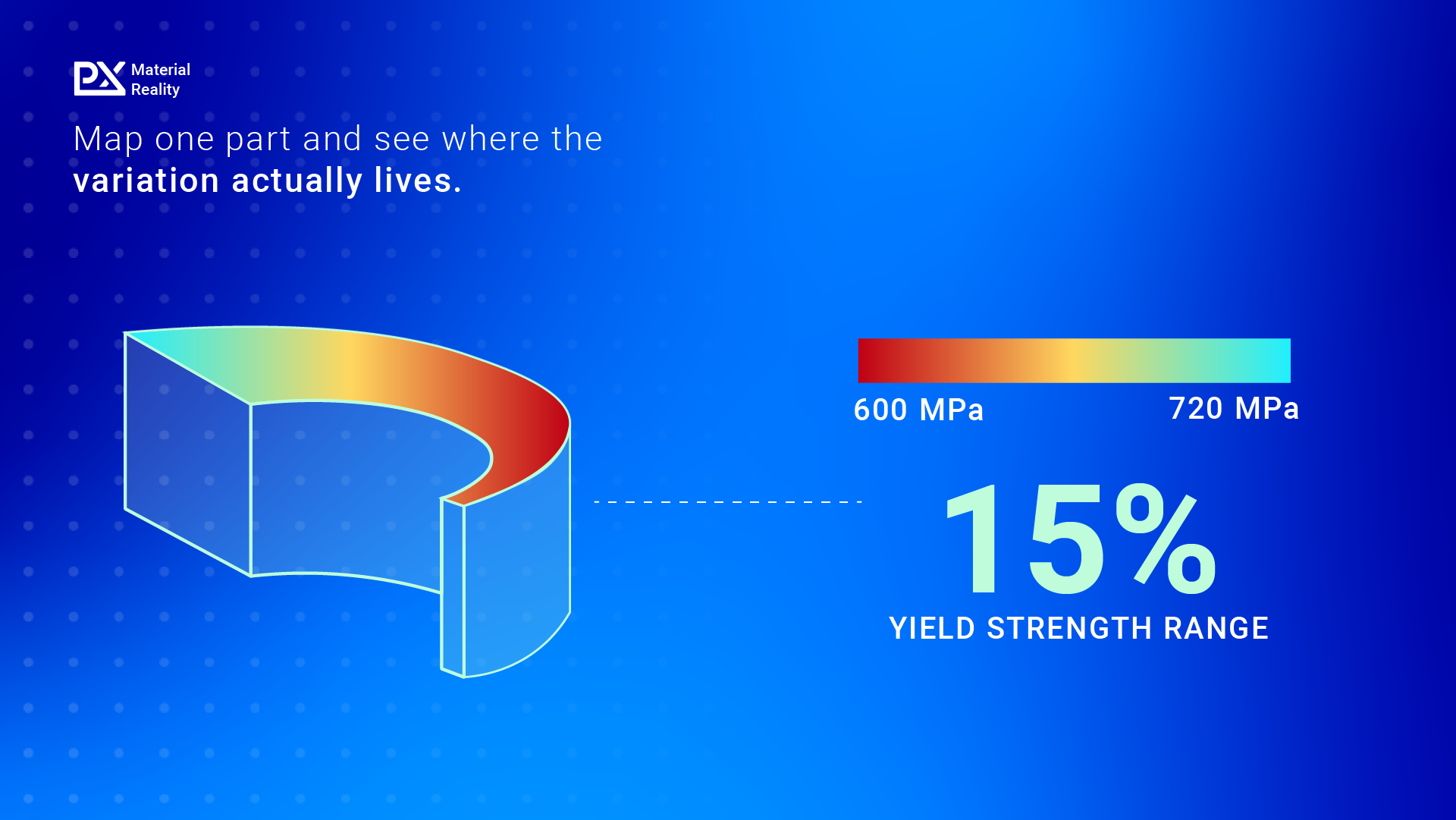
The team therefore took a different route: instead of pulling a small number of coupons, they took mechanical property measurements at multiple points across the bottom surface of the C-ring using an indentation-based mapping technique called Profilometry-based Indentation Plastometry (PIP testing), which returns a tensile-equivalent stress-strain curve from a small, locally flat region of a part. The output was a property map across the geometry rather than a single value averaged over the whole.
What the map revealed
Across the C-ring, average yield strength fell by approximately 15%, around 90 MPa, as wall thickness decreased from 50 mm to 10 mm. Ultimate tensile strength stayed largely constant over the same range. A tensile programme that drew coupons from one or two locations on this part, particularly from the thicker sections where coupons are easier to machine, would have reported an average yield strength that overstated performance in the thinner regions of the same component. The variation was always there, but tensile testing simply couldn’t see it.
That gap matters for design. The thinner regions of the C-ring are precisely the regions that would need to be sized against the lower local yield strength, rather than the bulk average. Without the map, those regions would either carry a larger safety factor, with the weight penalty that implies, or be sized against an assumed property they don’t actually possess. For a spaceflight component, where every gram of mass has to be justified against the performance it delivers, neither outcome is acceptable.
Crucially, the local data and the bulk data agreed where they were comparable. NASA ran independent tensile tests on the same material as a benchmark, and the averaged map values matched NASA’s tensile yield strength to within 2.6% and UTS to within 0.4%. The bulk numbers were never wrong, they just weren’t the whole picture.
Why mapping matters
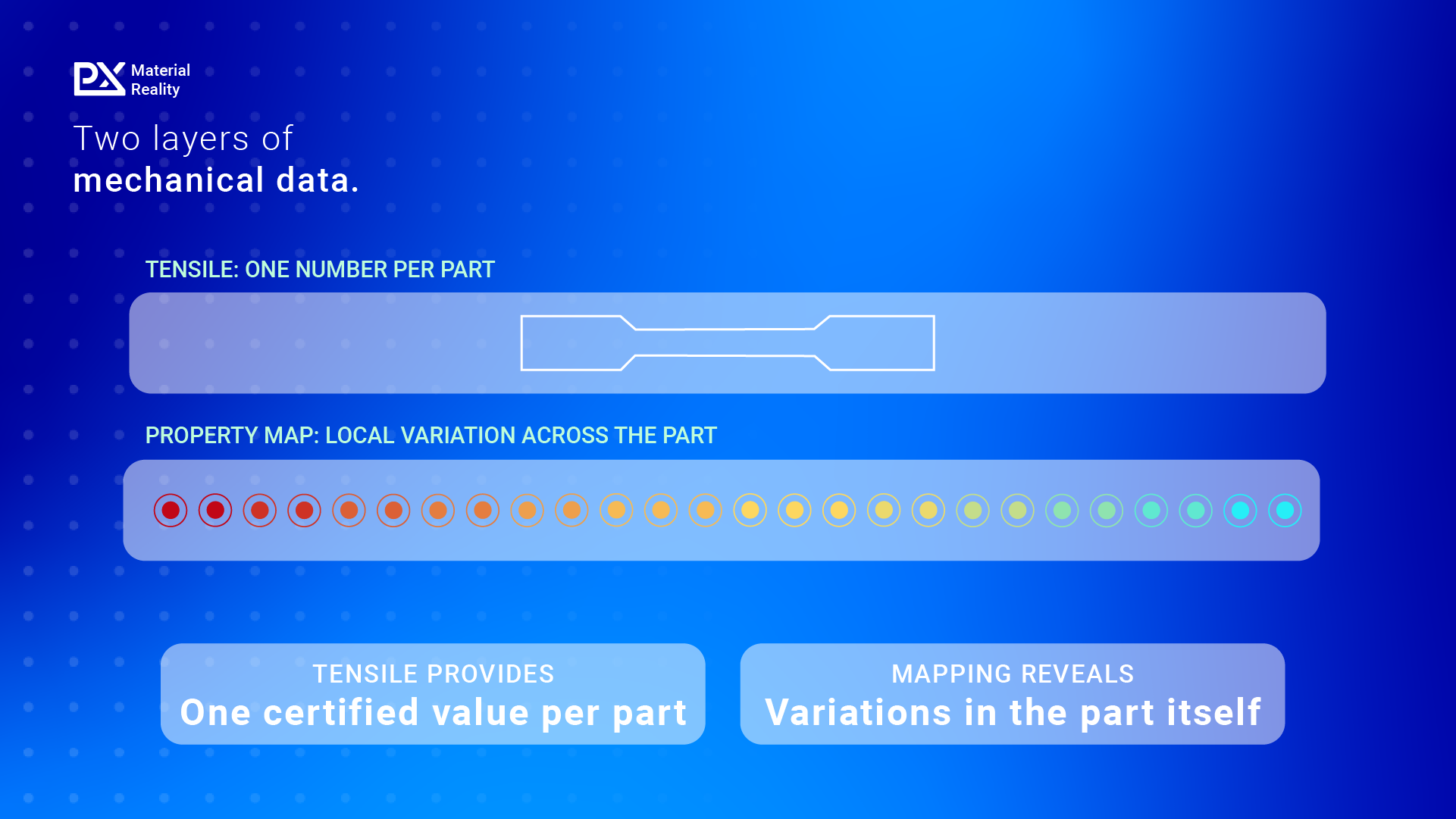
Across additively manufactured components, welded assemblies, forgings, and any part where local thermal history shapes local mechanical behaviour, tensile data captures one layer of the picture, and spatially resolved measurements capture another. The two answer different questions about the same component, and engineering teams increasingly need both.
Where local property data is available alongside the bulk values, qualification programmes can start to look different:
- Process windows can be tightened with reference to where in the part the properties matter most, rather than where coupons happen to be machinable.
- Safety factors can be applied at the location they’re actually needed, instead of covering the whole component.
- Build parameters can be adjusted in response to mapped data, rather than assumed uniformity.
- Geometry can be tailored to maintain structural integrity without overdesigning the rest of the part.
Mapping methods of this kind give engineering teams a way to capture local variation directly. With PIP testing, the team at NASA was able to characterise a part at an ultra-fine scale, rather than at the scale of an E8 tensile coupon.
For spaceflight, where mass is the binding constraint, that resolution is the difference between a finely-tuned part and one that’s overbuilt. For other regulated industries, where component reliability depends on local material behaviour, the same logic applies. Wherever component performance depends on what’s happening at a specific location within the part, that location needs to be measurable.
The future of mechanical testing
Tensile testing remains the standard for certified bulk property data and will continue to anchor qualification frameworks. The HR-1 case study illustrates what becomes possible when local stress-strain data sits alongside the bulk values. The part can be characterised at the resolution at which it actually varies, and design and manufacturing decisions can respond to what’s there, rather than what’s assumed.
For engineering teams working on inhomogeneous components, the question is shifting. Property variation across a part is no longer in doubt, what’s changing is whether teams can see it.

